
15067679715 15888661253


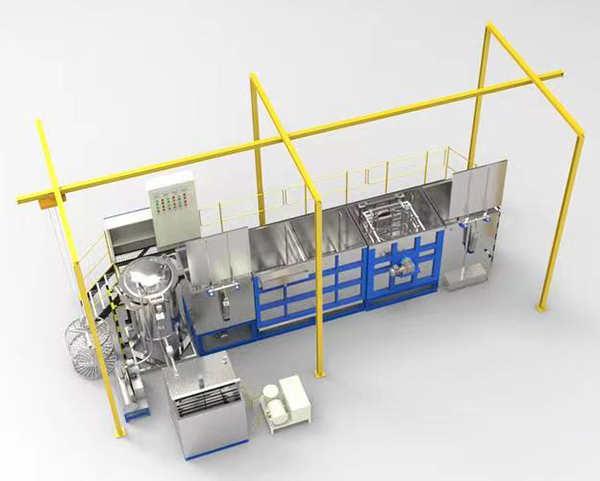
浙江台州泽丰浸渗设备是对金属压铸产品,如铜,铝铁汽车零部件,发动机缸盖,缸体。气动元件,减速箱体,泵体等进行浸渗,工件浸渗采用有机浸渗剂,和无机浸渗剂以真空的方法进行浸渗,经热风烘干固化,提高零件的气密性。
一、生产现场条件及环境要求
温度:-2℃~45C
相对湿度:≤95%
动力电源:三相四线,
电压:380v,
压缩空气:0.6~0.8MPa,
气源:1个
工业用水压:0.2~0.3Mpa,
日用水量:约3t
用电总功率要求:≥15kw
二、浸渗工艺流程
1、浸渗工艺:超声波清洗除油脂→漂洗(1)→漂洗(2)浸渗→清洗(1)→清洗(2)→烘干固化→气密检测→成品2:详细工艺流程
2、准备过程:人工将工件表面清洁无污(产品装吊笼放入除脂罐内二分钟即可拿出)如工件清洁免除脂
3、超声波除脂槽:为方形双层结构,有保温层,气动开闭罐盖,内外层采用304不锈钢制作,底部排列不锈钢加热管3×9kw,内装有高频率超声波清洗系统,自动控温保持怛温LED数字式显示,常温至100oC内任意设定。实际使用水温90℃既可,加入水的3%专用铝件清洗液剂,将产品放入吊笼吊至除油脂中,,二分钟既可吊出,然后移至漂洗槽。(在工业生产过程中,需要浸渗的产品必须保持干净和干燥。因为沾有灰尘、油脂、切削液等污染物的产品如果不经过处理直接浸渗,不但会影响浸渗合格率等重要指标,而且会污染浸渗液导致性能下降甚至报废等严重后果。特别是没有匹配专业清洗设备或产品被严重污染的工厂,该工位就显得尤为重要,该工位在清洗水中加入选配的清洗剂可使产品得到较好的清洗。)
4、漂洗槽,为长方形结构,中间隔开,分两道清洗,清洗盲孔余胶功能,底部装有气助鼓泡搅拌装置,有吊笼放置架,一般清洗时间2分钟/次,吊出后用气吹去表面和盲孔里的水份,然后放入热水箱。
5、用六向离心脱液系统,能够把产品六个面的螺纹孔中浸渗剂离心甩干,相比传统四向离心脱液系统减少浸渗剂的消耗,节省成本,同时也为下一步的清洗提供有利的条件
6、热水箱:双层结构,制作材质304不锈钢.中间有保温层,内部排例不锈钢电热管.有放置产品料架,自动控温,保持怛温,100度至常温任意调节,底部装气9护.
多功能、LED数显。自动开盖,自动计时,灯光报警提示,并设置安全开停设计能自动提前加热(时间可设定修改)和连续加热两种功能,手自可足迹6:甩干机主体为304不锈钢,附件235B,有正反转动功能,减速电机驱动,运转平稳。变频调速.自动开盖,自动计时,灯光提示,并设置安全开停机装置保护.手动自动可调









电话:15067679715 手机:15888661253
公司地址:浙江省台州市台州湾新区甲南大道2999号2幢1楼110室 邮箱:372654490#163.com
Copyright © 2022 台州泽丰精密机械有限公司 浙ICP备2024085740号 XML地图 台州网页设计
服务地区:立足于浙江台州,省内主要服务于杭州、台州(包含椒江、路桥、黄岩、天台、三门、仙居、临海、温岭、玉环等地)、温州、金华、丽水、嘉兴、嘉善、湖州等地,浙江省外主要服务于江苏、河南、江西、山东等周边省份。








